
What Is Surface Finish?
Surface finish, also referred to as surface texture or surface quality, describes the geometric condition of a material’s outer surface after manufacturing.
It is mainly defined by three elements:
- Roughness — fine, closely spaced surface irregularities
- Waviness — wider, repetitive surface variations
- Lay — the dominant direction of the surface pattern
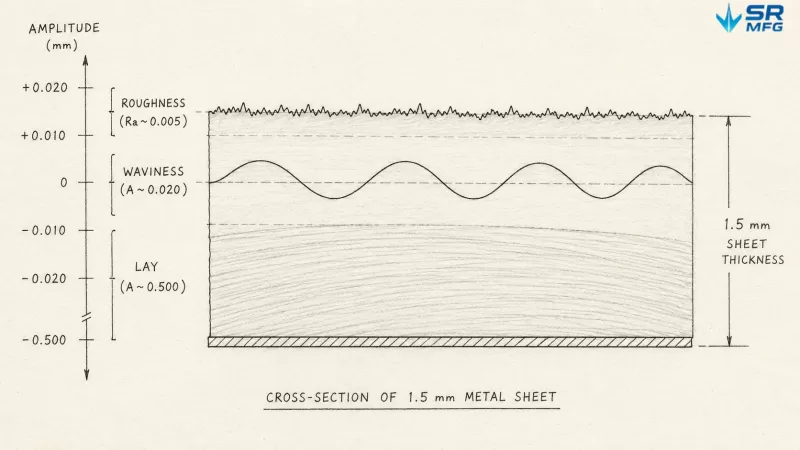
Surface finish is defined by three measurable elements: roughness (micro-level irregularities), waviness (broader periodic variations), and lay (the dominant directional pattern).
In sheet metal manufacturing, surface finish is the combined result of every process the part goes through, from the condition of the incoming sheet metal to cutting, bending, welding, deburring, and final surface treatment.
It is important to distinguish between surface finish and surface treatment. Surface treatment refers to a process used to modify the surface, such as powder coating, anodizing, plating, or passivation. Surface finish describes the final condition of the surface. Surface roughness is one measurable attribute of surface finish. In real production, confusion between these terms can easily cause communication errors between engineering, purchasing, production, and quality teams.
Why Surface Finish Matters
The surface condition of a metal part directly affects its function, assembly performance, appearance, and service life.
Functional Performance
A surface that is too rough may cause gasket sealing failure, accelerate wear on sliding contact surfaces, and create stress concentration at microscopic peaks, reducing fatigue life. On the other hand, a surface that is too smooth may fail to retain a lubricant film.
Assembly and Fit
When sheet metal parts must fit with other components through fasteners, interference fits, or gasket interfaces, surface finish can affect tolerance stack-up. Surface condition differences between suppliers often lead to assembly issues that are difficult to diagnose.
Appearance and Brand Perception
For consumer products, architectural panels, and visible enclosures, surface finish is one of the most immediate quality signals. Scratches, uneven grain direction, inconsistent gloss, or visible polishing marks can be noticed immediately.
Compatibility with Downstream Processes
A poor base surface can compromise every downstream finish. Coating over mill scale, weld spatter, deep grinding marks, or contamination may result in poor adhesion, uneven appearance, or premature corrosion.
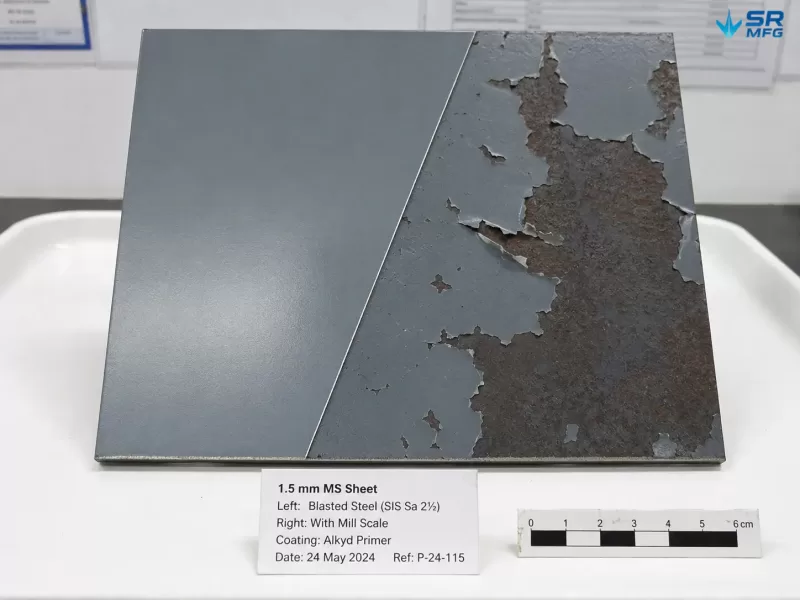
Coating applied over inadequate surface preparation (right) fails to adhere, while the same coating bonds reliably to a properly blasted surface (left) — base surface quality determines every downstream finish.
Surface Finish Parameters: Ra, Rz, and How They Are Measured
Engineering drawings use measurable parameters to specify surface finish. Common roughness parameters include:
- Ra — Arithmetic Average Roughness
The arithmetic average of the profile height deviations within a sampling length. It is the most widely used surface roughness parameter worldwide. - Rz — Mean Maximum Height of the Profile
The average maximum peak-to-valley height across multiple sampling lengths. Rz can capture extreme deviations that Ra may hide. - Rq — Root Mean Square Roughness
Similar to Ra, but more sensitive to outliers. It is used in special applications. - Rt — Total Height of the Profile
The maximum peak-to-valley distance over the full evaluation length.
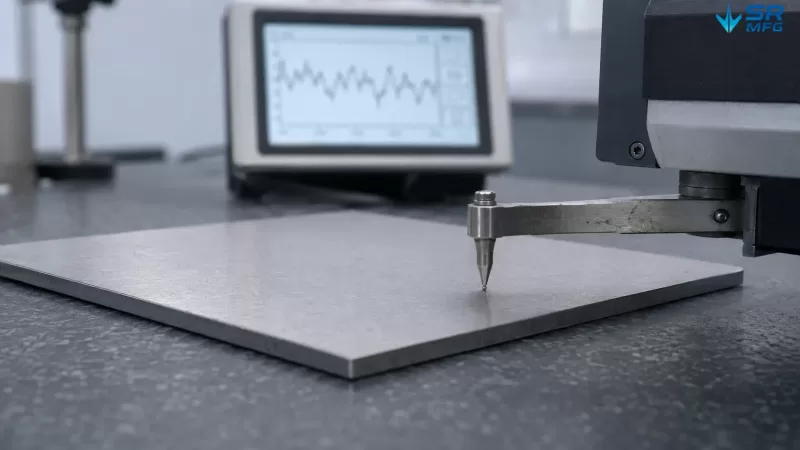
Surface roughness can be measured using contact or non-contact methods.
- Contact profilometers use a diamond stylus that moves across the surface.
- Non-contact methods include laser scanning and white light interferometry.
impressions, especially on polished or brushed stainless steel.
The measurement method matters. The same surface may produce slightly different results depending on whether contact or non-contact measurement is used. For this reason, the technical specification and inspection method should match.
On factory drawings, surface finish is commonly specified using checkmark-style surface texture symbols according to standards such as ISO 21920-1:2021 or ASME Y14.36. Ra or Rz values are placed above or beside the symbol. Additional notes may specify “after coating,” “visible surfaces only,” or reference a particular inspection standard.
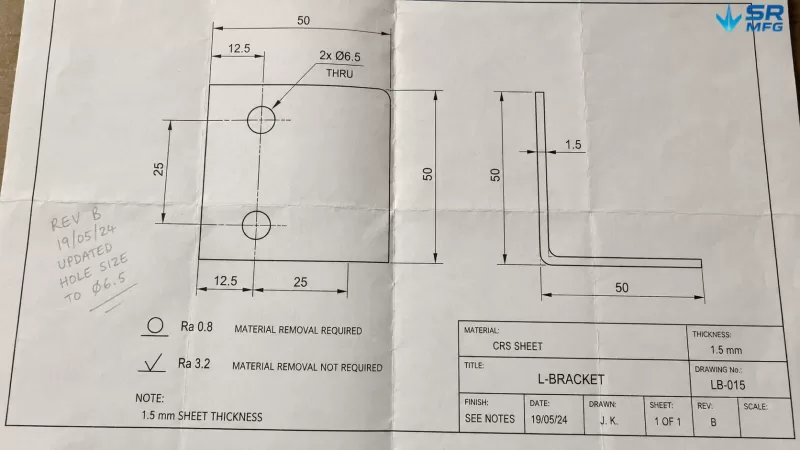
On production drawings, surface finish requirements are specified using standardized symbols — Ra values placed beside the symbol define the required roughness for each critical surface.
How Sheet Metal Manufacturing Processes Affect Surface Finish
Very few resources explain how the complete manufacturing chain affects final surface quality. However, this is exactly what buyers of custom sheet metal parts need to understand.
Incoming Material Condition
Surface finish control begins before manufacturing. Cold-rolled steel sheet typically has a smoother incoming surface, often around Ra 0.8–1.6 µm, while hot-rolled steel sheet may be around Ra 6.3–12.5 µm. Choosing the right base material can eliminate expensive finishing work later.
Cutting
Laser cutting leaves a characteristic striation pattern and a thin heat-affected zone along the edge. Plasma cutting creates rougher edges with dross. Waterjet cutting leaves a sandblasted-like texture without heat impact. Shearing and punching can create burrs and rollover on the edge.
Each cutting method leaves a unique surface signature that must be considered in downstream processing.
Bending and Forming
Bending tools contact the sheet surface under high pressure and may leave tool marks, scratches, pressure marks, or slight impressions, especially on polished or brushed stainless steel. Tool condition, bend radius, and the timing of protective film removal all affect the final surface appearance.
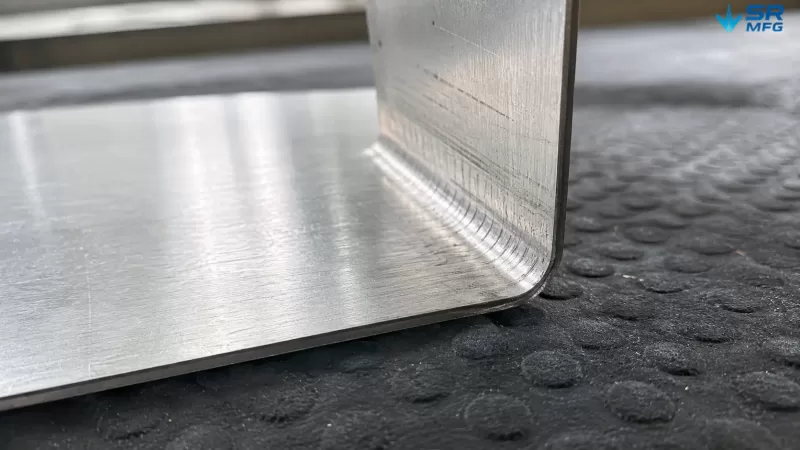
Bending under high pressure can leave tool marks and scratches on the thin sheet surface, especially visible on polished or brushed stainless steel finishes.
Welding
Welding can introduce spatter, heat discoloration, oxidation marks, and a heat-affected zone with altered microstructure. Restoring a welded area to a uniform appearance is often one of the most labor-intensive steps in sheet metal fabrication.

Welding introduces heat discoloration bands and spatter on the surrounding surface — restoring a welded area to a uniform appearance is often the most labor-intensive step in sheet metal fabrication.
Deburring and Edge Finishing
Burrs and sharp edges are both a surface quality issue and a safety issue. Tumbling, brush deburring, and vibratory finishing all create different edge profiles and surface textures.
Common Surface Treatment Options for Sheet Metal Parts
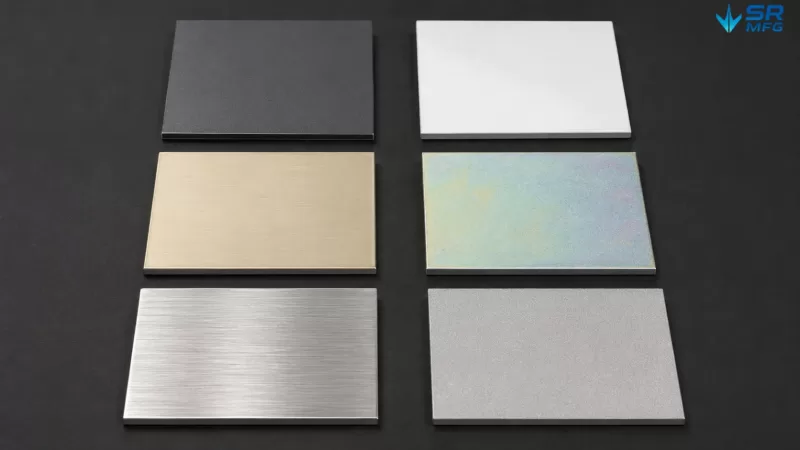
The same base metal can take on vastly different appearances and functional properties depending on the surface treatment applied — from matte powder coating to mirror-like polishing.
Powder Coating
Powder coating applies dry powder to the part through electrostatic attraction and cures it at high temperature to form a durable coating, typically around 60–120 µm thick. It offers excellent impact resistance, corrosion protection, and a wide range of colors. However, the coating is relatively thick, difficult to repair, and more challenging to mask precisely.
Wet Painting / Liquid Painting
Wet painting, or liquid painting, can achieve thinner coatings, typically around 15–50 µm, and offers a wider range of gloss levels, metallic effects, and special finishes. It is easier to repair than powder coating, but its overall durability is usually lower.
Anodizing
Anodizing is an electrochemical process that forms a hard oxide layer on aluminum and titanium surfaces. Type II anodizing provides decorative finishes and can be dyed, while Type III, also known as hard anodizing, creates a thicker and more wear-resistant layer. This process is not suitable for steel.
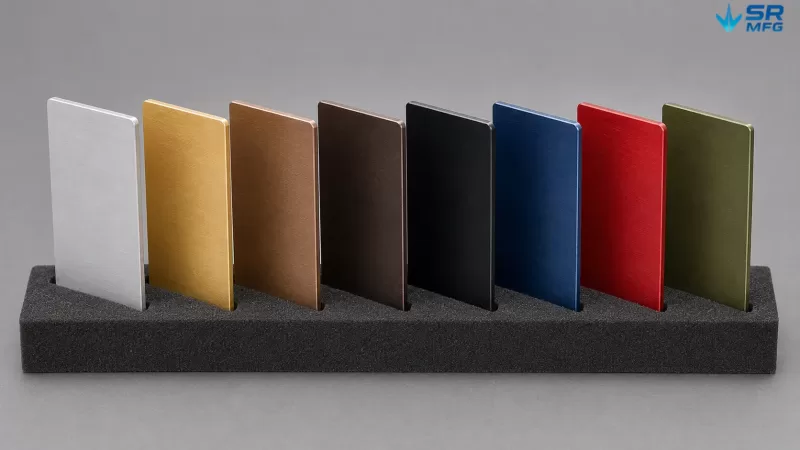
Type II anodizing creates a porous oxide layer on thin aluminum sheet that absorbs dye — producing a wide range of durable, fade-resistant colors for decorative and architectural applications.
Electroplating
Electroplating, such as zinc plating, nickel plating, or chrome plating, deposits a thin metal layer on the part surface for corrosion resistance, conductivity, or decorative appearance. Zinc plating is common for steel fasteners and brackets, while nickel and chrome plating are used to improve appearance and wear resistance.
Brushing and Polishing
Brushing and polishing are mechanical finishing operations. Brushing creates a directional grain on stainless steel or aluminum, while polishing can create a reflective or mirror-like finish.
Shot Blasting / Sandblasting
Blasting uses high-speed abrasive media to create a uniform matte texture. It is often used as surface preparation before painting or coating, and it can also serve as a final decorative finish.
Passivation
Passivation is a chemical treatment for stainless steel. It removes free iron contamination from the surface and strengthens the natural chromium oxide layer, improving corrosion resistance without significantly changing appearance.
Surface Treatment and Material Compatibility Guide
Not every surface treatment is suitable for every material. The table below provides a simplified compatibility reference.
| Material | Powder Coating | Wet Painting | Anodizing | Zinc Plating / Galvanizing | Brushing / Polishing | Blasting | Passivation |
|---|---|---|---|---|---|---|---|
| Carbon Steel | ✓ | ✓ | ✗ | ✓ | ✓ | ✓ | ✗ |
| Stainless Steel 304/316 | ✓ | ✓ | ✗ | ✓ Special pretreatment required | ✓ | ✓ | ✓ |
| Aluminum 5052/6061 | ✓ | ✓ | ✓ | ✓ Zincate pretreatment required | ✓ | ✓ | ✗ |
| Galvanized Steel | ✓ | ✓ | ✗ | ✗ | ✗ | ✗ | ✗ |
| Copper / Brass | ✓ | ✓ | ✗ | ✓ | ✓ | ✓ | ✗ |
Special attention should be paid to incompatible combinations. Anodizing is suitable only for aluminum and titanium. Aluminum electroplating requires a special zincate pretreatment. Galvanized surfaces limit later processing options because high heat and chemical treatments may damage the zinc layer.
DFM: How to Specify and Achieve the Right Surface Finish
How to Specify Surface Finish on a Drawing
Use standard surface finish symbols according to ISO 1302 or ASME Y14.36, and clearly define the required Ra or Rz value. Add concise notes explaining:
- Which surfaces are critical, such as “visible exterior surfaces only”
- Whether the requirement applies before coating or after coating
- Which inspection standard or measurement method should be used
Typical Ra Ranges by Sheet Metal Process
The table below shows common surface roughness levels that can typically be achieved in sheet metal manufacturing.
| Process | Typical Ra (µm) |
|---|---|
| Laser-cut edge | 3.2–12.5 |
| Protected bending surface | 0.4–1.6 |
| As-welded joint | 6.3–25.0 |
| After powder coating | 0.8–3.2, depending on coating texture |
| After Type II anodizing | Usually retains the base material finish |
| After blasting | 1.6–6.3 |
Design Features That Can Damage Surface Finish
Deep internal grooves can trap coating media and chemicals. Very small internal radii may prevent tools or blasting media from reaching the surface. Thin flanges can deform in high-temperature curing ovens. Surfaces enclosed after welding may become inaccessible for finishing.
Identifying these features during DFM review can prevent costly rework.
Interaction Between Surface Finish and Tolerances
Aggressive surface finishing, such as heavy grinding, material-removing blasting, or thick coating, changes part dimensions. Surface finish requirements and dimensional tolerances must be coordinated to avoid conflicts between appearance, function, and manufacturability.
Quality Control and Common Surface Defects
Inspection methods may include profilometer measurement for quantitative Ra or Rz data, visual comparison with standard roughness samples, cross-cut adhesion testing, salt spray testing, and gloss meter readings for decorative surfaces.
Common tests include:
- Cross-cut test, such as ASTM D3359, for coating adhesion
- Salt spray test, such as ASTM B117, for corrosion resistance
- Gloss measurement for visible or decorative surfaces

Coated test coupons are exposed to continuous salt fog inside a sealed chamber per ASTM B117 — a standard accelerated method for evaluating corrosion resistance of surface treatments.
Common Defects and Corrective Actions
| Defect | Possible Cause | Typical Corrective Action |
|---|---|---|
| Orange peel | Coating too thick or improper curing parameters | Adjust spray settings and oven curing profile |
| Runs / sagging | Excessive film thickness in a single pass | Reduce single-pass coating thickness |
| Pinholes | Substrate contamination or gas outgassing | Improve pretreatment cleaning and check substrate outgassing |
| Adhesion failure | Insufficient surface pretreatment | Verify pretreatment process and blasting grade |
| Weld discoloration | Excessive heat input or insufficient shielding gas | Optimize welding parameters and use back purging when required |
| Color variation | Batch differences or inconsistent curing | Use the same powder batch and control oven temperature uniformity |

Orange peel — a common powder coating defect caused by excessive film thickness or improper curing — becomes clearly visible when inspected under directional raking light.
Common Misconceptions About Surface Finish
“A lower Ra value is always better.”
The right surface finish depends on function. A sealing surface may need a low Ra value, while a surface that must hold paint or coating may need a minimum level of roughness for mechanical adhesion.
“Surface treatment can hide base material defects.”
Coatings often amplify rather than hide defects in the base surface. Deep grinding marks, scratches, and rough weld finishing can still show through powder coating.
“Powder coating and liquid painting are interchangeable.”
They differ in coating thickness, flexibility, repairability, cost structure, and appearance. The right choice depends on the application requirements.
“All metals can be anodized.”
Only aluminum and titanium can form effective anodized oxide layers. Anodizing steel does not create a useful finish.
“Surface finish is only about appearance.”
Surface finish directly affects corrosion resistance, fatigue performance, sealing integrity, coating adhesion, and service life.





