
Types of Inspection Standards in Sheet Metal Fabrication
International and Industry Standards
Most sheet metal inspection standards are based on widely recognized technical frameworks.
- ISO 2768 defines general tolerances for linear and angular dimensions.
- ASTM standards cover material properties. For example, ASTM A1008 applies to cold-rolled steel sheet, ASTM A240 applies to stainless steel sheet and plate, and ASTM B209 applies to aluminum and aluminum alloy sheet and plate.
- AWS D9.1, AWS D1.1, and ISO 5817 provide detailed acceptance and rejection criteria for welding defects such as porosity, undercut, and lack of fusion.
These international standards provide a baseline for inspection requirements. Fabrication shops serving global customers often need to understand and comply with multiple standard systems at the same time.
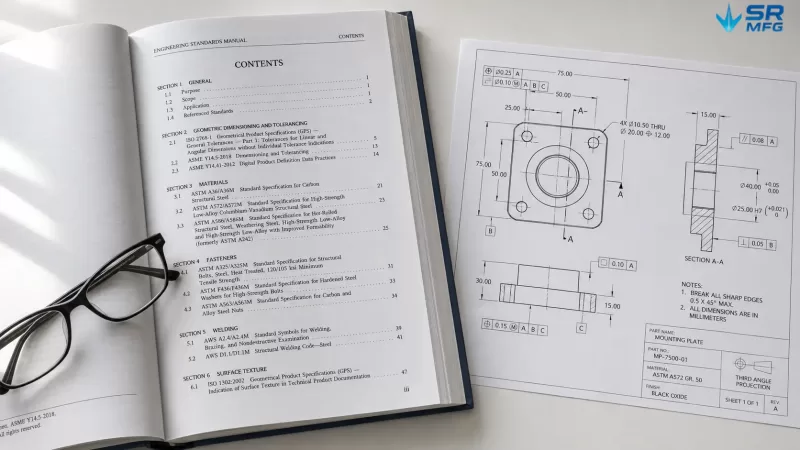
International standards such as ISO 2768 and ASTM specifications serve as the technical foundation on which project-specific inspection criteria are built.
Company Standards and Project-Specific Standards
Some OEM sheet metal fabrication projects require inspection standards that go beyond international requirements. For example, a European automotive customer may require boundary samples to classify surface defects, with stricter visual acceptance criteria than those defined by ISO or ASTM standards.
Incoming Inspection, In-Process Inspection, and Final Inspection
Inspection standards are applied at three key stages:
- Incoming inspection — Verifies material grade, thickness, and surface condition against material certificates before raw material enters production.
- In-process inspection, including First Article Inspection (FAI) — Detects deviations during production, when corrective action is still relatively low-cost.
- Final inspection — Confirms that finished parts meet all dimensional, appearance, and functional requirements before shipment.
Each stage requires different inspection tools, inspection frequency, and acceptance criteria. These should be clearly defined in the inspection standard document.

Inspection standards are applied at three key production stages — incoming material verification, in-process quality checks, and final inspection — each with its own tools, frequency, and acceptance criteria.
Inspection Standards Across the Full Manufacturing Process
This is where inspection standards are most closely connected to custom sheet metal fabrication. Each process stage introduces different quality risks, so targeted verification methods are required.
Material Inspection
Before any cutting operation begins, the raw material must be verified. This includes checking the material grade and thickness against the material certificate, inspecting the surface for rust, scratches, or mill scale, and verifying sheet flatness.
For stainless steel and aluminum, material traceability, including heat number and batch number, is often a contractual requirement in B2B supply chains.
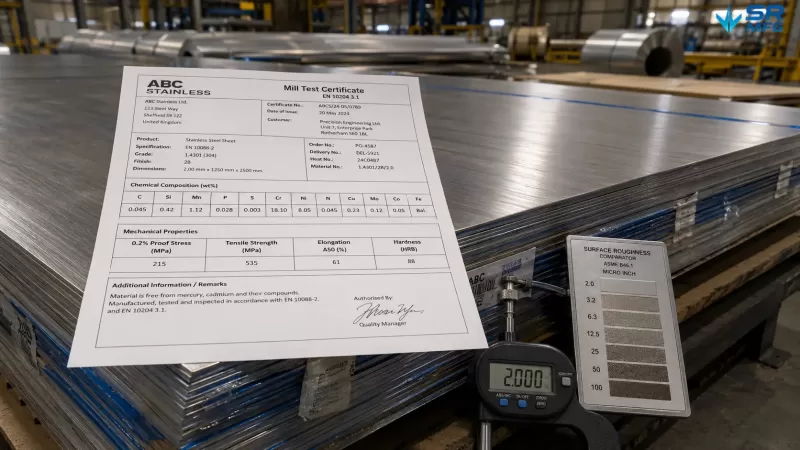
Incoming material inspection starts with verifying the mill certificate — confirming material grade, chemical composition, heat number, and mechanical properties match the order specification.
Cutting and Blanking
Whether the process uses laser cutting, plasma cutting, or punching, inspection focuses on the dimensional accuracy of the cut profile, edge quality, burr height, dross, kerf consistency, and sheet flatness after cutting.
Each cutting method has different capability limits. Fiber laser cutting can often maintain approximately ±0.1 mm accuracy on profile features, while punching may require wider tolerances depending on tool wear and feature geometry.

Edge quality inspection on a laser-cut part — checking burr height, kerf width, and dimensional accuracy of the cut profile against the inspection standard tolerance limits.
Bending and Forming
The main inspection targets in bending are bend angle accuracy, bend radius consistency, and springback compensation.
Angle gauges and universal bevel protractors are common shop-floor inspection tools. For more complex parts, a coordinate measuring machine (CMM) may be required. Springback behavior differs significantly between mild steel, stainless steel, and aluminum, so inspection criteria must consider the specific material being formed.

Bend angle accuracy is verified using a digital angle gauge directly on the press brake. Springback compensation must be planned during setup to ensure the final angle meets the drawing specification.
Welding
In sheet metal welding, inspection usually begins with visual inspection, checking for spatter, undercut, porosity, weld size, throat thickness, and leg length.
For critical structural joints, nondestructive testing may be required, such as penetrant testing (PT), ultrasonic testing (UT), or radiographic testing (RT). Applicable standards such as AWS D1.1, ISO 5817, or customer-specific welding specifications define acceptable defect limits.

Weld inspection begins with visual examination — checking weld size, surface profile, and defects such as porosity and undercut. For structural joints, additional nondestructive testing methods may be required.
Assembly and Fit Check
When multiple fabricated parts are assembled, inspection shifts to fit accuracy. This includes hole alignment between mating parts, gap tolerance at joints, and overall assembly dimensions.
Dedicated go/no-go gauges, assembly fixtures, and CMM measurement are commonly used to verify fit and assembly consistency.
Surface Treatment Inspection
Surface finishing for sheet metal, such as wet painting, powder coating, anodizing, and hot-dip galvanizing, also requires process-specific inspection standards.
Common inspection items include:
- Coating thickness, measured by magnetic induction or eddy current probes
- Adhesion, tested by cross-cut or pull-off methods according to ISO 2409 / ASTM D3359
- Corrosion resistance, verified by salt spray testing according to ASTM B117
- Color difference, often measured by Delta E values
- Visual inspection, performed under controlled lighting conditions for appearance-critical parts
For visible components, surface appearance requirements should be defined as clearly as dimensional requirements.

Surface treatment inspection includes coating thickness measurement, adhesion testing, and color verification — each with specific tools and acceptance criteria defined in the inspection standard.
Inspection Methods and Tools
Dimensional Measurement
Common manual inspection tools include calipers, micrometers, height gauges, and dial indicators.
Advanced measuring equipment may include CMMs, portable articulated measuring arms, and laser scanners. The right choice depends on part complexity, required measurement resolution, and production volume.
For high-volume production, dedicated inspection fixtures are often worth the investment because they can check multiple dimensions within seconds.
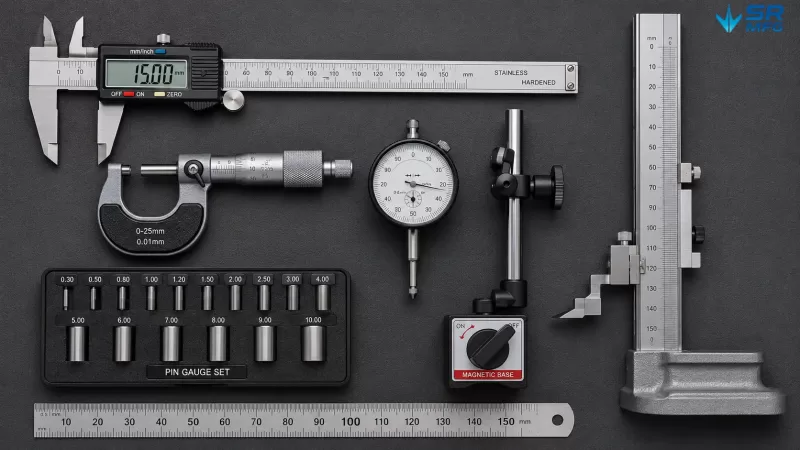
Shop-floor dimensional inspection relies on a range of tools — from manual instruments like calipers and micrometers to advanced equipment such as CMMs and laser scanners, depending on part complexity and production volume.
Sampling Plans and Statistical Methods
It is not always practical to inspect every dimension on every part in every production run.
Sampling based on AQL, or Acceptable Quality Level, according to ISO 2859-1 / ANSI/ASQ Z1.4, provides a statistical basis for deciding how many parts should be inspected in each batch.
For critical dimensions, Statistical Process Control (SPC) with control charts can track process stability. Cpk, or process capability index, quantifies whether a process can consistently meet tolerance requirements.
Automated Optical Inspection and Artificial Intelligence
Modern fabrication shops are increasingly using Automated Optical Inspection (AOI) and AI-driven vision inspection systems.
These technologies use machine vision, sometimes supported by industrial cameras, vision algorithms, or deep learning models, to compare finished parts with accepted and rejected reference images.
The main advantage is consistency. Unlike human inspectors, AI systems are not affected by fatigue or subjective judgment drift. However, these systems require upfront investment in training data, system calibration, and integration with the Manufacturing Execution System (MES).
Inspection Standards and Design for Manufacturability
Inspection cost is strongly influenced by design decisions.
For example, if a dimension that functionally only requires ±0.3 mm is specified as ±0.05 mm, the manufacturer may need stricter process control, more expensive measuring equipment, longer inspection time, and a higher scrap rate. All of these factors increase part cost without improving actual performance.

Specifying tighter tolerances than functionally necessary increases inspection cost, requires more advanced equipment, and extends lead time — without improving the actual performance of the part.
Designers can reduce inspection complexity by:
- Ensuring critical features are accessible to measuring tools
- Defining datums clearly
- Applying tolerances based on functional requirements
- Avoiding blanket tight tolerances across all dimensions
- Separating critical dimensions from non-critical dimensions
Early collaboration between the design team and quality engineering team is the most effective way to align inspection feasibility with design intent before tooling and production planning begin.
Inspection Standards in B2B Procurement
Purchase Orders and Contracts
Vague purchase order wording such as “parts must meet quality standards” is a common source of supplier disputes.
A better approach is to reference specific standard numbers in the contract, attach dimensional inspection criteria, define measurement methods, and clearly state acceptance levels, such as AQL 1.0 with zero acceptance for critical defects.
First Article Inspection
Buyers in aerospace, automotive, and medical device industries often require a formal First Article Inspection report before approving mass production.
In aerospace, FAI is commonly performed according to AS9102. The FAI report records the measured value of every drawing dimension, along with the measuring tools used, material certificates, and process parameters.
A complete FAI report gives the buyer confidence that the supplier understands the specification and can meet the requirements before full production begins.
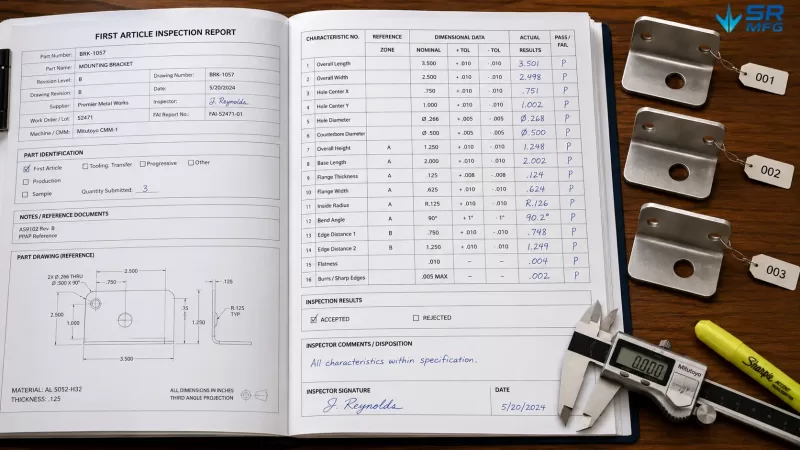
A First Article Inspection (FAI) report documents the measured values of every critical dimension along with the tools used, material certificates, and process parameters — giving the buyer verifiable proof that the supplier can meet the specification.
Supplier Audits
Beyond reviewing inspection reports, experienced buyers may conduct on-site supplier audits to verify whether the fabrication shop has:
- Calibrated measuring equipment
- Trained inspection personnel
- Traceable quality records
- Effective corrective action procedures
The reliability of an inspection standard depends on the strength of the quality control system that executes it.
Common Mistakes
Several repeated mistakes can reduce the effectiveness of inspection standards in sheet metal fabrication:
- Copying standards from a previous project without adapting them to the new part geometry, material, or function.
- Specifying unnecessarily tight tolerances, which increases cost and lead time without improving the final product.
- Focusing only on dimensional inspection while ignoring surface quality and appearance requirements, leading to customer complaints after delivery.
- Failing to calibrate measuring instruments or lacking traceability to national standards, which makes inspection data unreliable.
- Treating inspection as a final gate only, instead of embedding it throughout the production process. Defects are much cheaper to detect and correct at earlier stages.

When inspection is treated as a final gate only — instead of being built into each production stage — defects may accumulate across an entire batch before they are discovered, significantly increasing scrap cost and rework time.
Inspection Standard vs. Related Quality Terms
| Term | Key Difference from Inspection Standard |
|---|---|
| Quality Standard | Broader in scope; covers management system requirements such as ISO 9001. An inspection standard is a technical subset. |
| Specification / Drawing | Defines what the part should be. An inspection standard defines how to verify it. |
| Acceptance Criteria | Defines only the pass/fail threshold. An inspection standard includes the criteria plus methods, tools, and sampling plans. |
| Control Plan | A dynamic document that maps process steps to inspection and control measures. The inspection standard provides the technical content it references. |
| Standard Operating Procedure (SOP) | General operating guidance. An inspection standard focuses specifically on quality verification tasks. |
How to Create an Effective Inspection Standard
A practical inspection standard can be developed using the following seven-step framework:
- Identify Critical-to-Quality (CTQ) characteristics based on design intent, FMEA output, or customer requirements.
- Select measurement methods and tools that match the required resolution and repeatability.
- Define the sampling strategy: use 100% inspection for safety-critical features, AQL sampling for routine dimensions, and SPC-driven inspection frequency for stable processes.
- Set acceptance and rejection criteria using numerical limits, visual boundary samples, or functional tests.
- Write the inspection standard document with clear formatting, revision control, and approval procedures.
- Train operators and validate the measurement process through Gage R&R studies to confirm measurement system reliability.
- Review and update regularly. An inspection standard is a living document and should be revised when design, process, or customer requirements change.
What Is the Difference Between an Inspection Standard and a Quality Standard?
A quality standard is broader. It covers management systems and organizational processes, such as ISO 9001.
An inspection standard is a technical subset focused on how to verify whether a product is acceptable. It includes specific measurement methods, sampling plans, inspection tools, and pass/fail criteria.


